Содержание
- Основная разновидность канатов и тросов из стали
- Критерии выбора тросов
- Стальной канат – применение, характеристики. Тросы стальные характеристики
- Устройство стальных канатов нормы браковки.
Основная разновидность канатов и тросов из стали
Существует очень много классификаций стальных канатов в зависимости от классифицирующего признака. Если в качестве такого признака взять структуру, то стальные канаты могут подразделяться на одинарные, двойные и тройные.
- Одинарные представляют собой канаты, свитые из одной или нескольких слоев по спирали. Или иначе их называют спиральные канаты, название которых происходит от метода свивки. Одинарные канаты предназначены для свивки тросов. Тросы изготавливаются из одинарных прядей круглого сечения.
- Двойные — изготавливаются методом концентрической свивки прядей в 1 или несколько слоев. Они предназначены для изготовления более прочных тросов, которые также называются стренгами.
- Канаты тройной свивки изготавливаются из стренг, методом однослойной концентрической свивки по спирали.
Помимо, структуры существуют и другие основные классифицирующие признаки. Например, форма сечения, тип плетения, материал сердечника, метод и направление свивки, механические свойства, точность изготовления и предназначение. Тросы стальные могут иметь как плоскую, так и круглую форму сечения. Стальные пряди, из которых плетут тросы также подразделяются по форме сечения на круглые и фасоннопрядные, а вторые, в свою очередь, бывают плоскопрядными и трехгранопрядными.
По типу плетения канаты классифицируются как:
-
 изделия из проволок, в которых слои касаются точечным методом, такой тип плетения называется точечное касание (ТК);
изделия из проволок, в которых слои касаются точечным методом, такой тип плетения называется точечное касание (ТК); - изделия, состоящие из слоев проволок касающихся между собой линейным методом, такой тип плетения называется линейным касанием и обозначается как ЛК;
- в таких изделиях используются проволоки одинакового диаметра, условно они обозначаются как ЛК-О;
- тип плетения, при котором, проволоки в последнем слое, имеют разный диаметр, условное обозначение ЛК-Р, указывает на линейной касание;
- ЛК-З, тип плетения при котором, проволоки касаются линейно и между собой и с проволоками заполнения;
- ЛК-РО — как видно из, аббревиатуры такие проволоки включают в себя пряди плетенные линейно, имеющие разный диаметр.
- ТЛК — представляют собой комбинацию первых двух видов. То есть, проволки соприкасаются линейно-точечным методом.
По материалу сердечника различают — с органическим сердечником, то есть, в центре прядей изготовлен из синтетических либо натуральных волокон как манила, пенька, хлопок, капрон, лавсан, вискозы и т. д.
По методу плетения выделяются раскручивающиеся и нераскручивающиеся, которые отличаются друг от друга тем, что вторые сохраняют первоначальное положение прядей, после использования. Плетение может быть как по направлению вправо, так и влево. Чтобы определить направление нужно посмотреть на последний слой, в зависимости от структуры он может состоять из проволок или прядей, например, в одинарной свивке наружный слой состоит из проволок, а в двойной — из прядей, и в тройной свивке из из стренг.
По механическим свойствам канаты делятся на три типа исходя из качества изделия, соответственно на нормальное, высокое, повышенное качество. Все три типа имеют свои условные обозначения марка1, марка ВК и марка В.
Существует классификация еще по одному немаловажному признаку — точность изготовления. По точности канаты бывают нормальной точности и соответственно повышенной точности, которое обозначается как Т. Повышенная точность от нормальной отличается наличием предельного отклонения по диаметру троса.
Критерии выбора тросов
Критерии могут зависеть от признака, который берётся за основу. Однако существует и общепризнанные правила выбора по качеству и предназначению, эти правила называются ГОСТ. В ГОСТе представлена более точная и подробная классификация всех известных видов стальных тросов и изделий. В соответствии с этой классификацией различают основные параметры, на которые стоит обратить внимание при покупке:
- предназначение, канаты и тросы бывают разные и предназначаются для разных целей, поэтому важно уточнить этот параметр;
- тип конструкции, которая определяется количеством прядей в канате;
- метод и направление свивки;
- прочность;
- материал сердечника;
- характеристики и свойства проволоки и другие.
Канаты стальные ГОСТ изготавливаются по требованиям технологического регламента, утвержденного государственными органами. Поэтому наличие отметки соответствия ГОСТу говорит о качестве изделия. Поскольку каждый вид изделия приведенного в классификации должен быть изготовлен из определенных материалов и по особой технологии которая утверждена в ГОСТ.
 Например, трос стальной ГОСТ 5269 , материал сердечника для такого троса должен соответствовать перечню, приведенному в ГОСТ, то есть в качестве материала может использоваться пенька, сизаль и полипропилен, джут, химические и хлопчатобумажные волокна должны соответствовать нормативной документации.
Например, трос стальной ГОСТ 5269 , материал сердечника для такого троса должен соответствовать перечню, приведенному в ГОСТ, то есть в качестве материала может использоваться пенька, сизаль и полипропилен, джут, химические и хлопчатобумажные волокна должны соответствовать нормативной документации.
Так же, как и в случае с предназначением каждого из видов, в Госте прописано все до мельчайших подробностей о том, какой канат где применяется. Знание ГОСТ позволяет выбрать качественное и надежное изделие, и этим знанием пренебрегать не стоит.
Стальной канат – применение, характеристики. Тросы стальные характеристики
|
Справочник / канаты Канаты стальные — основной грузонесущий элемент большинства грузоподъемных, транспортных, дорожно-строительных, землеройных машин и механизмов, которые являются одним из наиболее распространенных видов метизов и находят широкое применение в самых различных отраслях промышленности: угольной, горнорудной, нефте — газодобывающей и перерабатывающей, транспортном и сельскохозяйственном машиностроении, строительной индустрии, морском, речном транспорте и т. д. Характеристики стальных канатов |
- Стальные канаты являются сложным и ответственным видом проволочных изделий.Они имеют большое число типов и конструкций и различаются по форме поперечного сечения как самого каната, так и его элементов, а также по физико-механическим характеристикам проволок и сердечников.

Пример условных обозначений канатов
- Пример условных обозначений канатов

Направление и сочетание направлений свивки стального каната
- Направление и сочетание направлений свивки стального каната

- Основным требованием при монтаже каната является предохранение его от раскручивания. Для этого необходимо: выставить барабан с канатом на размоточном устройстве таким образом, чтобы ось барабана находилась в горизонтальном положении. Сматываемый конец каната должен сходить снизу или сверху барабана, который в процессе смотки каната должен подтормаживаться. Расстояние между барабанами должно быть не менее 300 диаметров каната. В процессе монтажа канат должен претерпевать минимальное количество перегибов, особенно знакопеременных.

Как измерить диаметр каната
- Как измерить диаметр каната

Поверхностная плотность цинка стальных канатов
- Поверхностная плотность цинка стальных канатов
| Номинальный диаметр, мм | Поверхностная плотность цинка, г/кв.м, не менее, для проволок групп | ||
| С | Ж | ОЖ | |
| 0,20 до 0,24 | 15 | 20 | 30 |
| >0,24 до 0,32 | 20 | 25 | 45 |
| >0,32 до 0,38 | 20 | 25 | 60 |
| >0,38 до 0,45 | 30 | 40 | 75 |
| >0,45 до 0,55 | 35 | 40 | 90 |
| >0,55 до 0,65 | 40 | 50 | 110 |
| >0,65 до 0,75 | 40 | 60 | 120 |
| >0,75 до 0,95 | 50 | 70 | 130 |
| >0,95 до 1,15 | 60 | 80 | 150 |
| >1, 15 до 1,40 | 60 | 90 | 165 |
| > 1,40 до 1,80 | 70 | 100 | 180 |
| >1, 80 до 2,40 | 80 | 110 | 205 |
| >2,40 до 3,00 | 90 | 125 | 230 |
Размотка каната из бухты
- Размотка каната из бухты
- Поставьте бухту на землю и разматывайте канат ровно, по прямой, следя за тем, чтобы не произошло загрязнение каната грунтом, металлической крошкой, влагой и другими вредными веществами (рис. 1). Бухту можно поставить на поворотный разматыватель и потянуть за наружный конец каната, вращая бухту.
Рисунок 1
- Никогда не разматывайте канат с неподвижной бухты, так как это может привести к перекручиванию каната и об- разованию петель, что значительно снизит работоспособность каната (рис. 2).
Рисунок 2.
- Неправильно.
- Обратите внимание на образование петель.
Навеска канатов с барабана
Пропустите вал через осевое отверстие барабана и поставьте его на опору, позволяющую вращать барабан и тормозить его вращение, чтобы избежать набегания каната. При многослойной навивке необходимо поместить барабан на устройство, которое обеспечит возможность возвратного натяжения каната во время его перемотки с транспортного барабана на барабан подъемной установки. Это поможет убедиться в том, что нижние витки плот- но навиты на барабан (рис.3).
Рисунок 3.
- Угол девиации не должен превышать 1,5° в случае применения гладкого барабана и 2,5° при использовании барабана с винтовой нарезкой, для того, чтобы обеспечить минимальный боковой износ каната при трении о соседний виток в случае гладкого барабана, и о боковую поверхность нарезанной канавки в случае использования барабана с винтовой нарезкой.
Защитные канатные смазки
- Защитные канатные смазки
- Выбору вида канатной смазки и способам ее нанесения при процессе производства придается большое значение, так как от этого в значительной степени зависят надежность работы каната и возможность использования его технического ресурса.
- Смазка предназначена не только для защиты металла от коррозии, но и для обеспечения длительной сохранности органического сердечника в канате, уменьшения трения и износа как внутренних, так и наружных проволок при работе каната на блоках.
Упаковка канатов
- Упаковка канатов
- Длина каната устанавливается потребителем. Допускаемое отклонение по длине должно быть не более для канатов длиной:
- меньше 400 м +5%
- больше 400 м +20 м на каждые 1000 м или их части
- При отсутствии указания длины канат изготовляют длиной не менее 200 м. Канаты длиной менее 200 м поставляют по согласованию с потребителем. В случае, если указывается кратная или монтажная длина, а канат изготовляется общей длиной, то предприятие — изготовитель накладывает проволочные вязки на указанные длины.
- Канаты наматываются на деревянные барабаны по ГОСТ 11127-78 или металлические барабаны, а также на возвратные барабаны с использованием их в установленном порядке, или в бухты.
- Рекомендуемые габаритные размеры бухт:
- наружный диаметр не более 1200 мм.
- высота бухты не более 800 мм.
- внутренний диаметр бухты должен быть не менее 15 номинальных диаметров каната.
Диаметры барабанов используемых для намотки стальных канатов
- Канаты стальные поставляются намотанными на деревянные барабаны, по окружности обшиваются деревянными дощечками.
| Канат ГОСТ | Тип каната | Отношение диаметра барабана к диаметру каната | |
| Рекомендемое | Минимально допустимое | ||
| ГОСТ 2688-80 | ЛК-Р | 32 | 27 |
| ГОСТ 3077-80 | ЛК-О | 36 | 31 |
| ГОСТ 7665-80 | ЛК-З | 41 | 26 |
| ГОСТ 16853-88 | ЛК-РО | 40 | 23 |
| ГОСТ 7668-80 | ЛК-РО | 28 | 22 |
| ГОСТ 3079-80 | ТЛК-О | 27 | 22 |
| ГОСТ 3069-80 | ЛК-О | 70 | 40 |
| ГОСТ 3066-80 | ЛК-О | 75 | 44 |
| ГОСТ 14954-80 | ЛК-Р | 34 | 29 |
| ГОСТ 7667-80 | ЛК-З | 42 | 28 |
| ГОСТ 16853-88 | ЛК-РО | 41 | 25 |
| ГОСТ 7669-80 | ЛК-РО | 35 | 23 |
| ГОСТ 3083-80 | ЛК-О | 40 | 28 |
| ГОСТ 3081-80 | ЛК-О | 42 | 37 |
| ГОСТ 3070-88 | ТК | 34 | 29 |
| ГОСТ 3071-88 | ТК | 21 | 18 |
| ГОСТ 3067-88 | ТК | 40 | 34 |
| ГОСТ 3068-88 | ТК | 25 | 21 |
1 — подъемные; 2 — лифтовые;3 — канат талевый;4 — шахтный вертикальный подъем;5 — шахтный наклонный подъем; 6 — канатные проводники;7 — тормозные канаты;8 — уравновешивающие канаты;9 — для подвески оборудования при проходке;10 — экскаваторы;11 — дорожные машины;12 — подвесные канатные дороги и кабель-краны; 13 — тяговые; 14 — скип доменных печей; 15 — металлургические краны; 16 — буровые установки; 17 — судовой подъем.
- Применение канатов в различных областях, указанное в таблице, носит рекомендательный характер.
- Выбор канатов для конкретных условий эксплуатации должен учитывать: вид канатов, их конструкцию и характеристики канатов.
- Канаты одинарной свивки из круглых проволок обладают повышенной жесткостью, поэтому их рекомендуется применять в областях, где преобладают растягивающие нагрузки на канат: грозозащитные тросы высоковольтных линий электропередач, ограждения, растяжки и т.д.
- Канаты двойной свивки с линейным касанием проволок обладают сравнительно большой работоспособностью и имеют разнообразные конструкции, что позволяет выбрать канаты для работы при больших концевых нагрузках, при значительном абразивном износе, при минимально допустимых отношениях диаметра органа навивки к диаметру каната.
- Канаты стальные типа ЛК-Р рекомендуется применять при воздействии на них агрессивных сред, интенсивного знакопеременного изгиба при работе на открытом воздухе: на строительных и металлургических кранах, шахтных подъемных установках, экскаваторах, скреперах, подвесных дорогах, кранах-штабелерах.
- Канаты стальные типа ЛК-О рекомендуются для работы в условиях сильного истирания благодаря наличию в верхнем слое проволок увеличенного диаметра: в качестве подъемных канатов на судах и лифтах, тормозных — на шахтных подъемных установках, тяговых — на канатно-подвесных дорогах и т.п.
- Канаты стальные типа ЛК-РО отличаются сравнительно большим числом проволок в прядях и поэтому обладают повышенной гибкостью. Наличие в наружном слое прядей этих канатов относительно толстых проволок позволяет успешно применять их в условиях абразивного износа и агрессивных сред.
- Канаты стальные двойной свивки типа ТЛК рекомендуется применять тогда , когда использование канатов с линейным касанием проволок в прядях невозможно из-за нарушения установленных минимально допустимых соотношений между диаметрами органов навивки и диаметрами проволок каната или при невозможности обеспечения рекомендуемого запаса прочности.
- Канаты стальные двойной свивки типа ТК не рекомендуются для ответственных и интенсивно работающих установок, так как они обладают низким техническим ресурсом. Применение стальных канатов типа ТК допустимо для напряженных условий эксплуатации, где знакопеременные изгибы и пульсирующие нагрузки незначительны или полностью отсутствуют: расчалочные и грузозащитные тросы.
- Выбор канатов должен выдерживать рекомендуемые соотношения между диаметрами органов навивки и диаметрами канатов, а также необходимый запас прочности, обеспечивающий безаварийную работу каната. Надежность и долговечность канатов в значительной степени зависят от материала сердечника, а канатов, работающих в агрессивных средах, также от применения защитных металлических покрытий и антикоррозионной смазки. Смазка стальных канатов предназначена не только для защиты металла от коррозии, но и для обеспечения длительной сохранности органического сердечника в канате, уменьшения трения и износа как внутренних, так и наружных проволок при работе каната на блоках.
Устройство стальных канатов нормы браковки.
Стальные канаты, применяемые в качестве грузовых, стреловых, вантовых, несущих, тяговых, монтажных, должны соответствовать государственным стандартам, иметь сертификат (свидетельство) или копию сертификата предприятия — изготовителя канатов об их испытании в соответствии с правилами устройства и безопасной эксплуатации грузоподъемных кранов. Применение канатов, изготовленных по международным стандартам, допускается по заключению головной организации или органа по сертификации.
Канаты, не снабженные сертификатом (свидетельством) об их испытании, к использованию не допускаются.
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
Крепление и расположение канатов на кранах должны исключать возможность спадания их с барабанов или блоков и перетирания вследствие соприкосновения с элементами металлоконструкций или канатами других полиспастов.
Марка, тип и конструкция каната должны соответствовать нормативным документам.
Выбор стальных канатов, применяемых в качестве грузовых, стреловых, вантовых, несущих, тяговых, должен производиться в соответствии с РД 10-33-93, РД 10-231-98, ИСО 4308/1, ИСО 4308/2 и другими нормативными документами.
Для выполнения такелажных и стропальных работ применяют стальные канаты (рис. 2.1) с различными техническими характеристиками.
Стальные канаты используют в механизмах, полиспастах, многих монтажных приспособлениях для оснастки грузоподъемных мачт, шевров, а также для изготовления стропов, вант, расчалок и т. д. Большое количество канатов расходуется на оснащение кранов, работающих в промышленности и строительстве. Стальные канаты изготавливают из высокопрочной тонкой стальной проволоки диаметром до 3 мм. Проволоки покрывают различными покрытиями, увеличивающими срок службы канатов. Канаты, изготовленные из светлой (неоцинкованной) проволоки, покрывают антикоррозийной смазкой. Канаты из оцинкованной проволоки применяют только в том случае, если это предусмотрено проектом производства работ (ППР).
Канаты бывают одинарной и двойной свивки (рис. 2.2). Канаты одинарной свивки изготавливают непосредственно из отдельных проволок. При двойной свивке сначала свивают отдельные проволоки в пряди, а затем из готовых прядей свивают канат.
Для придания стальному канату гибкости, а также для удержания смазки, предохраняющей стальные проволоки каната от коррозии, в середине каната, в середине прядей или между прядями располагают пеньковый сердечник.
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
Рис. (08)
Стальные канаты:
а — крестовой свивки; б — односторонней свивки; в — кабельтовой конструкции; г — многопрядный (двухслойный); д — многопрядный (трехслойный); 1 — сердечник; 2 — прядь каната
По виду свивки стальные канаты бывают:
обыкновенные (раскручивающиеся); нераскручивающиеся.
Для предохранения от раскручивания на концах канатов накладывают перевязки из 8… 10 витков мягкой проволоки, называемой маркой.
Кроме того, по виду свивки канаты бывают односторонней, крестовой и комбинированной свивки. При односторонней свивке проволоки в прядях и
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
пряди в канате свиты в одном направлении, при крестовой — в разных. При комбинированной свивке часть прядей имеет левое, а другая — правое направление свивки.
По направлению свивки канаты бывают:
правой свивки;
левой свивки.
По числу прядей канаты бывают:
однопрядные (или спиральные);
трехпрядные;
пятипрядные;
шестипрядные;
восьмипрядные;
восемнадцатипрядные.
 Рис. (09)
Рис. (09)
Канаты одинарной (а) и двойной (б) свивки
На монтажных работах чаще применяют шестипрядные канаты с пеньковым сердечником
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
По роду свивки проволок в прядях канаты бывают:
с точечным касанием (ТК);
с линейным касанием (ЛК);
с точечным и линейным касанием (ТЛК).
В процессе эксплуатации каната типа ТК соприкасающиеся между собой проволоки сдвигаются одна относительно другой, что увеличивает их износ и повышает жесткость каната. В канатах типа ЛК исключено точечное касание проволок между слоями в прядях, что снижает степень износа и значительно повышает гибкость канатов.
Канаты типов ЛК и ТЛК, являясь наиболее прочными и износостойкими, находят все более широкое применение в промышленности.
Для такелажных работ и грузоподъемных механизмов применяют обычно стальные канаты типов ТК, ЛК и ТЛК, состоящие из шести прядей, с числом проволок 19, 37 и 61.
Канаты с числом проволок в пряди 19 жесткие, их применяют в основном для вант и оттяжек.
Канаты с числом проволок в пряди 37 и более используют для запасовки полиспастов, изготовления стропов, а также для других чалочных приспособлений.
На монтажных работах применяют следующие канаты: канат двойной свивки типа ЛК конструкции 6х19 (1+9+9) + 1 о.с, т.е. 6х19 (1+9+9) проволок и один органический сердечник (ГОСТ 3077—80); канат двойной свивки типа ТЛК конструкции 6×37 (1+6+15+15) + 1 о.с. (ГОСТ 3079-80).
Расчалки, ванты и тяги изготавливают из канатов, которые выпускают по ГОСТ 2688-80, ГОСТ 3077-80 и ГОСТ 3070-74; полиспасты, стропы изготавливают из более гибких канатов конструкции (6×36) + 1 о.с. (ГОСТ 7668-80).
С завода-изготовителя канаты принимают партиями. Партия состоит из канатов одного типоразмера в одной единице упаковки. Оформляют партию одним документом — паспортом.
В процессе эксплуатации канаты периодически подвергают смазке. Перед смазкой поверхность каната очищают от грязи и ржавчины проволочными щетками и протирают обтирочным материалом, смоченным в керосине. При длительном хранении канаты периодически, не реже одного раза в год, осматривают и смазывают.
Сведения о находящихся в эксплуатации канатах заносятся в специальный журнал учета канатов.
Канаты снабжают металлической или деревянной биркой, на которой указывается наименование или товарный знак завода-изготовителя,
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
заводской номер, условное обозначение, длина (м), вес каната брутто (кг), отметка ОТК завода-изготовителя.
Браковка канатов
Браковка канатов грузоподъемных кранов, находящихся в эксплуатации, должна проводиться в соответствии с Руководством по эксплуатации крана. При отсутствии в Руководстве по эксплуатации крана соответствующего раздела браковка производится согласно рекомендациям, приведенным в Правилах устройства и безопасной эксплуатации грузоподъемных кранов.
Для оценки безопасности использования канатов применяют следующие критерии:
характер и число обрывов проволок, в том числе наличие обрывов проволок у концевых заделок, наличие мест сосредоточения обрывов проволок, интенсивность возрастания числа обрывов проволок;
разрыв пряди;
поверхностный и внутренний износ;
поверхностная и внутренняя коррозия;
местное уменьшение диаметра каната, включая разрыв сердечника;
уменьшение площади поперечного сечения проволок каната (потери внутреннего сечения);
деформация в виде волнистости, корзинообразности, выдавливания проволок и прядей, раздавливания прядей, заломов, перегибов и т.п.;
повреждения в результате температурного воздействия или электрического дугового разряда.
Пример определения числа обрывов наружных проволок показан на рис. 2.3.
Канаты кранов, предназначенных для перемещения расплавленного или раскаленного металла, огнеопасных и ядовитых веществ, бракуют при вдвое меньшем числе обрывов проволок.
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ

Рис. (10)
Определение числа обрывов наружных проволок стального каната:
1 — на участке контроля у оборванной проволоки обнаружен только один конец оборванной проволоки, другой конец отсутствует (данный дефект соответствует одному обрыву); 2 — на участке контроля у оборванной проволоки в наличии два конца (данный дефект соответствует одному обрыву); 3 — на участке контроля одна из проволок имеет двухкратное нарушение целости (поскольку нарушения целости принадлежат только одной проволоке, данный дефект суммарно соответствует одному обрыву); L — длина участка контроля каната (принимают равной шести или тридцати диаметрам каната)
При уменьшении диаметра каната в результате поверхностного износа или коррозии на 7 % и более по сравнению с номинальным диаметром канат подлежит браковке даже при отсутствии видимых обрывов проволок. При уменьшении диаметра каната (на 3 % от номинального диаметра у некрутящихся канатов и на 10 % у остальных канатов) в результате повреждения сердечника — внутреннего износа, обмятая, разрыва — канат подлежит браковке даже при отсутствии видимых обрывов проволок (рис. 2.4).
Рис. (11)
Местное уменьшение диаметра каната на месте разрушения органического сердечника
При уменьшении первоначального диаметра наружных проволок в результате износа или коррозии на 40 % и более канат бракуется.
Износ или коррозия проволок по диаметру определяется с помощью микрометра или иного инструмента, обеспечивающего аналогичную
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
точность.
Если груз подвешен на двух канатах, то каждый бракуется в отдельности,
Таблица (03)
причем
| Уменьшение диаметра проволок в результате поверхностного износа или коррозии, % | 10 | 15 | 20 | 25 | 30 и более |
| Число обрывов проволок, % от норм | 85 | 75 | 70 | 60 | 50 |
допускается замена одного, более изношенного, каната.
Нормы браковки каната в зависимости от поверхностного износа или коррозии
Для оценки состояния внутренних проволок, т.е. для контроля потери металлической части поперечного сечения каната (потери внутреннего сечения), вызванной обрывами, механическим износом и коррозией проволок внутренних слоев прядей, необходимо подвергать канат по всей длине дефектоскопии. При регистрации при помощи дефектоскопа потери сечения металла проволок, достигшей 17,5 % и более, канат бракуется. Необходимость применения дефектоскопии стальных канатов определяют согласно требованиям нормативных документов в зависимости от типа и назначения крана.
 Рис. (12)
Рис. (12)
Уменьшение площади по перечного сечения проволок (интенсивная внутренняя коррозия)
При обнаружении в канате одной или несколько оборванных прядей канат к
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
дальнейшей работе не допускается.
Волнистость каната характеризуется шагом и направлением ее спирали. При совпадении направлений спирали волнистости и свивки каната и равенстве шагов спирали волнистости Нв и свивки каната Нк канат бракуется при dB> l,08dK, где dB — диаметр спирали волнистости, dK — номинальный диаметр каната.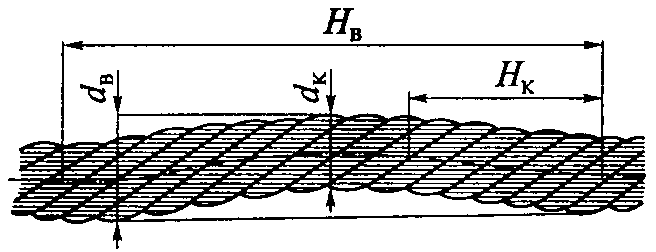
Рис. (13)
Волнистость каната:
dB — диаметр спирали волнистости; dK — номинальный диаметр каната; Hв — шаг спирали волнистости; Hк — свивка каната

Рис. (14)
Корзинообразная деформация
Рис. (15)
Выдавливание сердечника
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ

Рис. (16)
Выдавливание прядей:
а — в одной пряди; б — в нескольких прядях
Рис. (17)
Местное увеличение диаметра каната
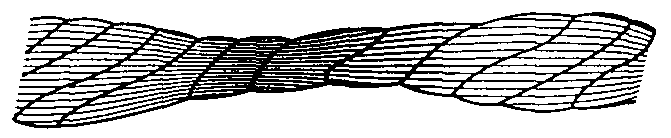
Рис. (18)
Раздавливание каната
Рис. (19)
Перекручивание каната
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ

Рис. (20)
Залом каната
Рис. (21)
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист
ПЭР. 17. 23.01.07. 203 ПЗ
Перегиб каната
При несовпадении направлений спирали волнистости и свивки каната и неравенстве шагов спирали волнистости и свивки каната или совпадении одного из параметров канат подлежит браковке при dв > 4/3dK. Длина рассматриваемого отрезка каната не должна превышать 25dK.
Канаты не должны допускаться к дальнейшей работе при обнаружении:
корзинообразной деформации;
выдавливания сердечника;
выдавливания или расслоения прядей;
местного увеличения диаметра каната;
местного уменьшения диаметра каната;
раздавленных участков;
перекручиваний;
заломов;
перегибов;
повреждений в результате температурных воздействий или электрического дугового разряда.
Изм.Изм.
ЛистЛист
№ докум.№ докум.
ПодписьПодпись
ДатаДата
Лист Лист